Die meisten mordernen 3D-Drucker unterstützen den Nutzer schon durch verschiedene Techniken wie Auto-Level oder inspektion der ersten Druckschicht recht gut, doch manchmal versagen auch diese Systeme und es kann zu Problemen kommen. Dies kann zu Frust führen und schnell den Spaß vermiesen. Daher habe ich in diesem Artikel einmal die typischen Probleme zusammengetragen und mögliche Lösungen aufgezeigt.
Filament wird nicht gefördert

Wenn der Druckvorgang beginnt, kann es vorkommen, dass kein Filament austritt. Dies kann mehrere Gründe haben:
Temperatur zu gering
Schaut einfach mal auf das Filament, ev. habt ihr eine zu geringe Temperatur eingestellt, dies kann dazu führen, dass das Matrial nicht schmilzt und nicht durch die Noozle gedrückt werden kann.
Extruder nicht richtig eingestellt
Wenn der Extruder das Filament mit den Zahnrädern nicht richig fassen kann, kann es passieren, dass sich das Filament nicht durch den Extruder bewegt.
Extruder klemmt
Dieses Problem ist eines der schlimmsten, das einem 3D-Drucker passieren kann. Meist macht sich dies durch ein „klacken“ am Druckkopf bemerkbar. Wenn dies geschieht, ist der erste Schritt, die Temperatur um etwa 10-20 ºC in Bezug auf das zuletzt verwendete Material zu überhitzen und ggf. ein Reinigungsfilament (Smart Clean Reinigungsfilament) zu verwenden, bis es sauber und kontinuierlich herauskommt. Sollte das alles nicht helfen, müsst ihr den Druckkopf / Extruder auseinandernehmen und euch das etwas genauer anschauen.
Probleme mit der ersten Schicht / First Layer

Wenn das Problem des fehlenden Filaments zu Beginn des Drucks behoben ist, kann es vorkommen, dass die erste gedruckte Schicht nicht auf dem Untergrund haftet. Dies kann zurückzuführen sein auf:
Abstand zwischen Noozle und Druckbett zu hoch
Ist der Abstand zu groß, kann das Filament nicht auf dem Druckbett haften oder löst sich während des Drucks ab. Eine Abhilfe schafft hier entweder das erneute Leveln des Druckers oder das verringern es Z-Offsets. Am Drucker selbst
Temperatur am Druckbett zu gering
Bei bestimmten Filamenttypen muss das Druckbett eine höhere Temperatur als die Umgebungstemperatur haben, z. B. bei ABS. Wenn dieser Parameter nicht erfüllt ist, wird dieses Problem zwangsläufig auftreten. Abgesehen von der Temperatur gibt es Materialien, die einen Kleber für den Untergrund erfordern (DimaFix oder Magigoo). Vor dem Auftragen dieser Klebstoffe ist es ratsam, den Untergrund gründlich zu waschen.
Druckgeschwindigkeit zu hoch
Für die meisten 3D-Drucker wird eine erste Schichtgeschwindigkeit von 50-100 mm/s empfohlen. Wird diese Geschwindigkeit überschritten, ist das Risiko, dass die erste Schicht nicht auf dem Untergrund haftet, sehr hoch.
Verschmutztes Druckbett
Auch wenn man es nicht sieht, kann es sein, dass euer Druckbett verschmutzt ist. Fingerabdrücke, Staub oder Rückstände hindern euren Druck daran am Druckbett zu haften. Reinigt es mit etwas ISO und das Problem sollte behoben sein. Sollte der Druck immer noch nicht hafaten, könnt ihr auf Bluetape oder einen Klebestift zurückgreifen.
Das Bluetape wird auf die Druckfläche aufgeklebt, so dass eine bessere Haftung möglich ist. Wenn ihr einen Klebestift verwendet, solltet ihr 2-3 Streifen auf das Druckbett aufbringen und diese dann mit ein klein wenig Isopropanol gleichmäßig auf dem Druckbett verteilen. Das müsst ihr nicht für jeden Druck machen, bei mir reicht ein Klebestift z.B. 4-6 Monate.
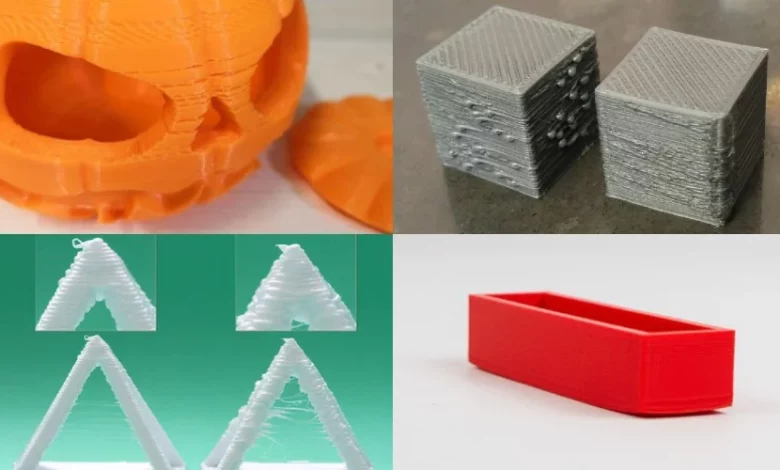
Fäden, die das/die Stück(e) umgeben / Stringing

Bei 3D-Drucken sind häufig Materialfäden zu sehen, die das Teil umgeben oder zwischen Teilen liegen, die gleichzeitig hergestellt werden. Dieser Fehler ist in der Regel auf Parameter zurückzuführen, die mit dem Rückzug des Extruders zusammenhängen:
Unzureichender Rückzugsabstand
Dieser Fehler tritt sehr häufig bei Bowdensystemen auf, bei denen ein großer Abstand zwischen dem Extrudermotor und dem HotEnd besteht. Dieser Abstand hängt von der Art des Materials ab, wobei 8 mm eine gute Größe ist, um damit zu beginnen und ihn zu vergrößern, wenn das Problem weiterhin besteht.
Drucktemperatur zu hoch
Ist die Drucktemperatur zu hoch, fließt das geschmolzene Material unkontrolliert aus dem Hotend und kann das Stringing verursachen. Versucht die Drucktemperatur zu senken.
Schwarze (verkohlte) Flecken auf dem bedruckten Teil

Filamentrückstände am Hotend
Wenn dieser Druckfehler auftritt, ist er darauf zurückzuführen, dass sich an der Außenseite der Düse Filamentreste befanden. Diese Ablagerungen werden mit der Temperatur zähflüssig und bewegen sich mit der Bewegung des Extruders, bis sie das zu druckende Teil erreichen. Diese Ablagerungen entstehen in der Regel zu Beginn des Drucks, zu dem Zeitpunkt, an dem der Extruder in „home“ der z-Achse fährt, an der Düse hängende Ablagerungen werden außen an der Düse angebracht. Um dieses Problem zu vermeiden, sollten Sie zu Beginn des Druckvorgangs überprüfen, dass dies nicht passiert, und falls doch, das Filament mit einer Pinzette aus der Düse entfernen.
Problem mit dem Hotend / der Noozle
Es könnte auch sein, dass euer Hotend einen Riss hat oder die Noozle nicht vollständig eingeschraubt ist. Das geschmolzene bzw. verbrannte Filament sucht sich dann seinen Weg und tropft auf euren Druck.
Halbfertige Teile

Dieses Problem ist eines der schlimmsten, weil es eine Verzögerung in der Druckzeit erzeugt und weil es aus leicht zu korrigierenden Gründen auftritt. Bevor ihr einen Druck starten, müssen ihr sicherstellen, dass die Menge des eingelegten Filaments ausreicht, ihr könnt das Filament wiegen entweder wiegen oder auf der Spule überprüfen, ob es eine Skala gibt die euch anzeigt wieviel Material noch auf der Spule ist.
Die benötigte Menge könnt zeigt euch euer Slicer an, diese Angabe ist in der Regel recht genau.
Verstopfte Noozle
Dies kommt besonders häufig nach einam Filamentwechsel vor, das alte Material benötigte eine höhere Temperatur und wurde beim Wechsel nicht ausgestoßen. Die Reste im Hotend können nicht schmelzen und das neue Material wird nicht gefördert. Eine Lösung wäre die Temperatur des Hotends auf 260 Grad zu erhöhen und manuell Filament zu extruhieren. Sollte auch das nicht helfen, könnt ihr immer noch versuchen die Noozel mit einer feinen Nadel zu reinigen, passt aber auf diese nicht abzubrechen.
Hilft das alles nicht, müsst ihr wohl die Noozle wechseln.
Layer haften nicht zusammen

Der FDM-3D-Druck funktioniert, indem Objekte Schicht für Schicht aufgebaut werden, bis die gewünschte Form erreicht ist. Wenn die angrenzenden Schichten nicht korrekt miteinander verbunden sind, kann das endgültige Teil aufgrund der Verklebung der Schichten brechen. Dieses Problem kann zwei Gründe haben:
Schichthöhe zu groß
Beim 3D-Druck eines Teils muss sichergestellt werden, dass jede herzustellende Schicht ausreichend gegen die darunter liegende Schicht drückt, damit die beiden Schichten fest miteinander verbunden werden. Als allgemeine Regel kann gelten, dass die Schichthöhe nicht mehr als 80% des Austrittsdurchmessers der Düse betragen kann. Bei Verwendung einer 0,4 mm Düse sollte die Schichthöhe z. B. nicht mehr als 0,32 mm betragen. Wenn während eines Drucks eine Schichtentrennung festgestellt wird, sollte man die Schichthöhe zu verringern.
Extrusionstemperatur zu niedrig
Wenn Sie festgestellt haben, dass die Schichthöhe korrekt ist, aber die Trennung zwischen den Schichten bestehen bleibt, liegt das Problem in der Extrusionstemperatur. Wenn die Temperatur, die das Filament erreicht, nicht heiß genug ist, wird die Haftung mit der unteren Schicht schlecht sein, was dazu führt, dass das Stück leicht bricht. Zum Beispiel kann PLA bei 180 ºC gedruckt werden, aber wenn ein Anwender Teile mit hohen Geschwindigkeiten herstellt, reicht die Extrusionstemperatur nicht aus, damit die Schichten fest haften, so dass die Temperatur in Intervallen von 10 ºC erhöht werden muss, bis eine gute Verbindung zwischen den Schichten erreicht ist.
Fehlendes Material zwischen den äußeren Schichten und dem Füllstoff (Überlappung)
Dieses Symptom ist leicht festzustellen, da es nur notwendig ist, das Stück mit Bestimmtheit für einige Sekunden zu beobachten und die Trennung zwischen den äußeren Schichten und der Füllung zu sehen. Um das Problem zu lösen, sollten Sie den Prozentsatz der „Überlappung“ erhöhen, der normalerweise bei 15 % liegt, erhöhen Sie ihn auf 20 % oder 25 %, falls Sie dieses Problem haben.
Warping

Unter Verziehen versteht man das Ausbeulen der Schichten eines Teils, die mit der Unterlage in Kontakt sind. Diese Verformung tritt häufig bei Materialien wie ABS auf, die hohe Extrusionstemperaturen aufweisen und dazu neigen, sich beim Abkühlen zu verformen. Um dieses Problem zu vermeiden, wird es oft verwendet:
Druckbett heizen
Die meisten FDM-3D-Drucker haben heute eine beheizte Basis für den Druck. Bei Materialien, die empfindlich auf Temperaturschwankungen reagieren, wie z. B. ABS, ist die Verwendung einer Basistemperatur von 100 – 120 ºC wichtig, um die Dimensionsstabilität zu erhalten.
Einhausung nutzen
Wenn ein Anwender mittelgroße oder große ABS-Teile herstellen möchte, reicht es nicht aus, nur eine beheiztes Druckbett zu verwenden, um Verformungen zu vermeiden. In diesem Fall muss der 3D-Drucker über eine geschlossene und, falls großvolumige Teile hergestellt werden müssen, über eine beheizte Umgebung verfügen.
Lüfterkühlung deaktivieren
Durch eine reduzierte Lüfterstärke kühlen die bereits gefertigten Schichten langsamer und der Bauteil-Verzug verringert sich. Überprüfe die Lüftung auf der Bedienoberfläche deines 3D-Druckers oder in den Einstellungen deiner Slicer-Software.
Brims, Rafts und Support-Strukturen
Du kannst auch versuchen, einen Rand (Brim), ein Raft oder Support-Strukturen zu deinem 3D-Druck hinzuzufügen. Diese zusätzlichen Features helfen, die Objekt-Kanten unten zu halten und ein Verziehen zu minimieren. Wenn du mehr über diese Optionen erfahren möchtest, lese bitte unser Tutorial über Rafts, Ränder und Support-Struktur.
Lücken zwischen den Durchgängen der letzten Schicht
Wenn ein schlechtes Finish der obersten Schicht beobachtet wird, mit einem Erscheinungsbild, das ein Gefühl von Materialmangel vermittelt, kann dies auf einen nicht sehr dichten Innenfüller zurückzuführen sein, der zu große Löcher aufweist, die sich nur schwer abdecken lassen. Ein weiterer Faktor, der dies verursacht, ist eine unzureichende Anzahl von Schichten nach der Verfüllung, um die Oberfläche vollständig zu bedecken. Dieser Fehler kann auch durch unzureichenden Filamentfluss verursacht werden, insbesondere bei großen Teilen, bei denen die kontinuierlichen Durchgänge groß sind. Um zu überprüfen, ob es ein Problem der niedrigen Strömung ist eine Überprüfung der externen Maßnahmen, wenn diese niedriger sind, sollte die Strömung von 5% um 5% zu erhöhen, bis das Stück hat die Größe des Designs.
Unsaubere Oberflächen

Blobs und Zits
Während deines 3D-Drucks muss der Extruder ständig anhalten und mit der Extrusion erneut beginnen, während er sich zu verschiedenen Bauabschnitten auf der Bauplattform bewegt. Die meisten Extruder sind sehr gut in der Herstellung einer gleichmäßigen Extrusion während des Betriebs. Bitte bedenken, dass jedes Aus- und Einschalten eine potentielle Fehlerquelle ist. Wenn du dir beispielsweise die Außenschicht deines 3D-Drucks ansiehst, wirst du möglicherweise kleine Erhebungen auf der Objekt-Oberfläche bemerken. Dies sind die Stellen, an denen der Extruder beim 3D-Druck jedes Abschnitts neu ansetzt. Der Extruder beginnt beim 3D-Druck der Außenhülle deines 3D-Modells jeweils an einer bestimmten Stelle. Nachdem er die Außenbahn gefertigt hat kehrte er an diese Stelle zurück. Diese Stellen werden allgemein als Blobs oder Zits bezeichnet.
Retraction- und Auslaufeinstellungen
Es möglich, dass die Retractions-Einstellungen leicht angepasst werden müssen. Diese Option bestimmt die Differenz zwischen dem Rückzugsweg beim Anhalten des Extruders und dem Vorschub, der beim Wiederanfahren des Extruders genutzt wird. Bemerkst du gleich zu Beginn der Fertigung einen Oberflächenfehler, dann extrudiert dein Extruder wahrscheinlich zu viel Kunststoff. Du kannst den Retraction-Weg verringern, indem du einen negativen Wert für den zusätzlichen Neustartabstand angibst. Beträgt dein Rückzugsabstand beispielsweise 1,0 mm und der zusätzliche Wiederanlaufabstand -0,2 mm (bitte beachte das negative Vorzeichen), dann fährt der Extruder jedes Mal, wenn er stoppt, das Filament 1,0 mm zurück. Jedes Mal, wenn der Extruder jedoch wieder mit dem Extrudieren beginnt, drückt er nur 0,8 mm Filament zurück in die Nozzle. Stelle die Einstellung so ein, dass der Fehler nicht mehr auftritt, wenn der Extruder zunächst mit dem 3D-Druck der Außenschicht beginnt.
Unnötigen Material-Einzug vermeiden
Die oben genannten Einstellungen für das Einfahren und Ausrollen können dazu beitragen Fehler beim Ein- und Ausfahren zu erzeugen. Versuche das Retraction vollständig zu streichen. Auf diese Weise muss der Extruder nie die Richtung ändern und kann eine schöne & gleichmäßige Extrusion fortsetzen. Besonders bei allen 3D-Druckern mit Bowdenextrudern ist das wichtig, da der lange Abstand zwischen Extrudermotor und Nozzle den Rückzug erschweren. Wie bereits im Abschnitt Stringing oder Oozing erwähnt, wird Retraction in erster Linie dazu verwendet, um ein Auslaufen von flüssigem Kunststoff während Bewegungen zu verhindern. Überquert die Nozzle jedoch keinen offenen Raum, so macht es nichts wenn flüssiges Material aus der Nozzle austritt. Die dadurch entstehenden Fäden entstehen im inneren deines 3D-Drucks. Sie sind von außen nicht sichtbar. Bei vielen Slicern, kannst du festlegen, dass ein Retraction nur beim Überqueren von freien Abschnitten angewandt wird. Dies vermeidet unnötiges Einziehen und optimiert dein 3D-Druck-Ergebnis.
Selbtverständlich ist diese Liste nicht allumfassend und auch nicht vollständig, da es hunderte, wenn nicht sogar tausende von Problemchen geben kann. Wenn ihr Probleme mit einem 3D-Druck hat, schreibt es doch einfach in die Kommentare, dann schau ich mal wie ich euch dabei unterstützen kann.

- Brand: PAINTSYSTEMS REFINISH COLOURS
- Isopropanol 2-Propanol Isopropylalkohol 99,9% - 6 x 1L
- Product Type: CLEANING_AGENT

- AUSREICHENDE MENGE - Es sind 50 Stück 3D-Drucker-Reinigungsnadeln in der Packung, 10 in jeder Aufbewahrungsflasche, 5 Flaschen insgesamt, ausreichende Menge, um Ihren täglichen Gebrauch und...
- DIE RICHTIGE GRÖSSE - 3D-Drucker-Reinigungsnadeln sind in Größen von ca. 0,4 mm/0,02 Zoll erhältlich und sind mit den meisten 3D-Druckern kompatibel; die richtige Größe wird die Düsen Ihrer...
- HOCHWERTIGES MATERIAL - Die Druckerdüsen-Reinigungsnadel ist aus hochwertigem Edelstahlmaterial gefertigt, stark und flexibel, biegbar, aber nicht leicht zu brechen, leicht zu lagern und kann lange...

- Das Blue Tape ist das beliebteste Klebeband für den 3D-Druck. Mithilfe des Klebebands kann die Druckfläche problemlos und individuell bzw. komplett abgeklebt werden
- Das Klebeband ist für alle gängigen 3D Drucker bzw. Filamente wie ABS, PLA, HIPS & PVA geeignet. Das Filament bleibt hervorragend auf dem Druckbett haften und lässt sich nach dem Druck wieder...
- Durch die Verwendung von Blue Tape haftet das Druckmodell während des Druckes besser am Druckbett & sorgt so für hochwertige Druckergebnisse. Der sogenannte Warp-Effekt kann durch Blue Tape...

- Für perfekte Haftung auf dem Druckbett - Wenn Sie das Problem haben, dass die erste Schicht nicht richtig auf dem Druckbett haftet, dann ist unser Haftvermittler die perfekte Lösung für optimale...
- Einfache Anwendung - Sprühen Sie das Spray einfach sparsam auf und schon können Sie losdrucken. Es eignet sich für alle Druckoberflächen und lässt sich ganz einfach mit Wasser abwaschen.
- Sehr ergiebig - Unser Sprühkleber ist sehr ergiebig und kann sogar mehrmals hintereinander verwendet werden. Auf diese Weise wird Ihnen diese 250-ml-Sprühflasche eine ganze Weile halten.

- 【Robust Verarbeitet】Düsenreiniger 3d drucker sind aus Edelstahl gefertigt. Resist-Rost und bruchfest. Einfach zu verdrehen und flexibel. Lange Lebensdauer und kein Schaden an der Düse.
- 【Feingrößen sortiert】 0,15 mm, 0,25 mm, 0,35 mm, 0,4 mm und 0,5 mm 0,6 mm, 0,8 mm Reinigungsnadeln eignen sich nicht nur für die meisten Düsentypen. Entwickelt um verstopfte Düsen zu...
- 【Breites Anwendungsspektrum】Reinigungsnadeln Düsen geeignet für die meisten Größen Düsen und 3D-Drucker wie Makerbot Creality, CR-10, Ender 2, Ender 3 usw. Also zum Reinigen kleiner Teile wie...
Ev. ist auch euer Flament nass? Dann schaut euch mal diesen Artikel hier an wie man Filament trocknet.
Wenn ihr eine Übersicht über die gängiste Materialen benötigt, schaut einfach mal in die Filamentübersicht.
Bei den hier angezeigten Produkten handelt es sich um Affiliate Links, bei einem Kauf unterstützt ihr meine Arbeit. Letzte Aktualisierung 15.07.2026 / Bilder von der Amazon Product Advertising API. Amazon und das Amazon-Logo sind Warenzeichen von Amazon.com, Inc. oder eines seiner verbundenen Unternehmen.
Unsere Artikel gezielt bei Google anzeigen lassen
Wenn ihr bei Google nach Informationen sucht, werden bestimmte Nachrichten in der sogenannten Schlagzeilen-Box angezeigt. Welche das sind, könnt ihr jetzt direkt mitbestimmen.
Wenn ihr techkrams.de als bevorzugte Quelle hinterlegen, bekommt ihr unsere Inhalte auch öfter ausgespielt. Wie das genau geht, erklären wir hier.
→ Hier können techkrams.de direkt als eure bevorzugte Quelle einstellen.
In diesem Artikel können Partnerlinks enthalten sein. Durch einen Klick darauf gelangt ihr direkt zum Anbieter. Solltet ihr euch dort für einen Kauf entscheiden, erhalten wir eine kleine Provision. Für euch ändert sich am Preis nichts. Partnerlinks haben keinerlei Einfluss auf unsere Berichterstattung.






